
We’re going to go back to southeastern Germany and the Erzgebirge Mountain area, famed for the craftsmen and toy making. This project focuses on a personal favourite – the German smoker or incense burner. Otherwise known as Rauchermen, these wonderful little characters send out plumes of Christmassy smelling incense.
Incense has been used for centuries in religious ceremonies. It is seen as a way to cleanse the air of evil spirits. In Germany, the 12th night of Christmas is a celebration of the gifts of the three wise men, and people light incense to mark the end of the Christmas season. I think the smoking men were likely given as a good luck charm to keep away the nasty spirits.
Unlike the nutcrackers that portray figures of authority like kings, queens and soldiers, our smokers are the opposite. They represent the working man, like builders, carpenters, and in my case, a farmer and a woodturner.
Originally, these figures would have been carved out of one piece of wood and the incense burnt beside it, but since the mid 1800s, and the invention of incense cones, the figures have been made in two pieces and the incense placed inside. Staying true to German craftsmen and their heritage of making these wonderful figures, I am going to keep to the traditional tools as much as I can: this means 90% of this project will be turned with a skew chisel and I would encourage you all to do the same.
I’m a very keen collector of original German nutcrackers and smokers. However, I want to distance myself from their designs to pay tribute to the figures and skills that have been passed down through generations. All pieces to be painted are turned from lime (Tilia vulgaris) as this has a plain grain and covers well. But where I leave timber unpainted, I’m going to use beech (Fagus sylvatica), as it has a nice woody fleck to it which I like.
Plans, equipment and materials used
• 3mm parting tool
• Sanding disc
• 6mm drill bit
• 10mm drill bit
• 10mm skew chisel
• 25mm skew chisel
• 10mm spindle gouge
• 6mm beading and parting tool
• Paints to decorate
• Bottle caps with rubber removed
• Incense cone
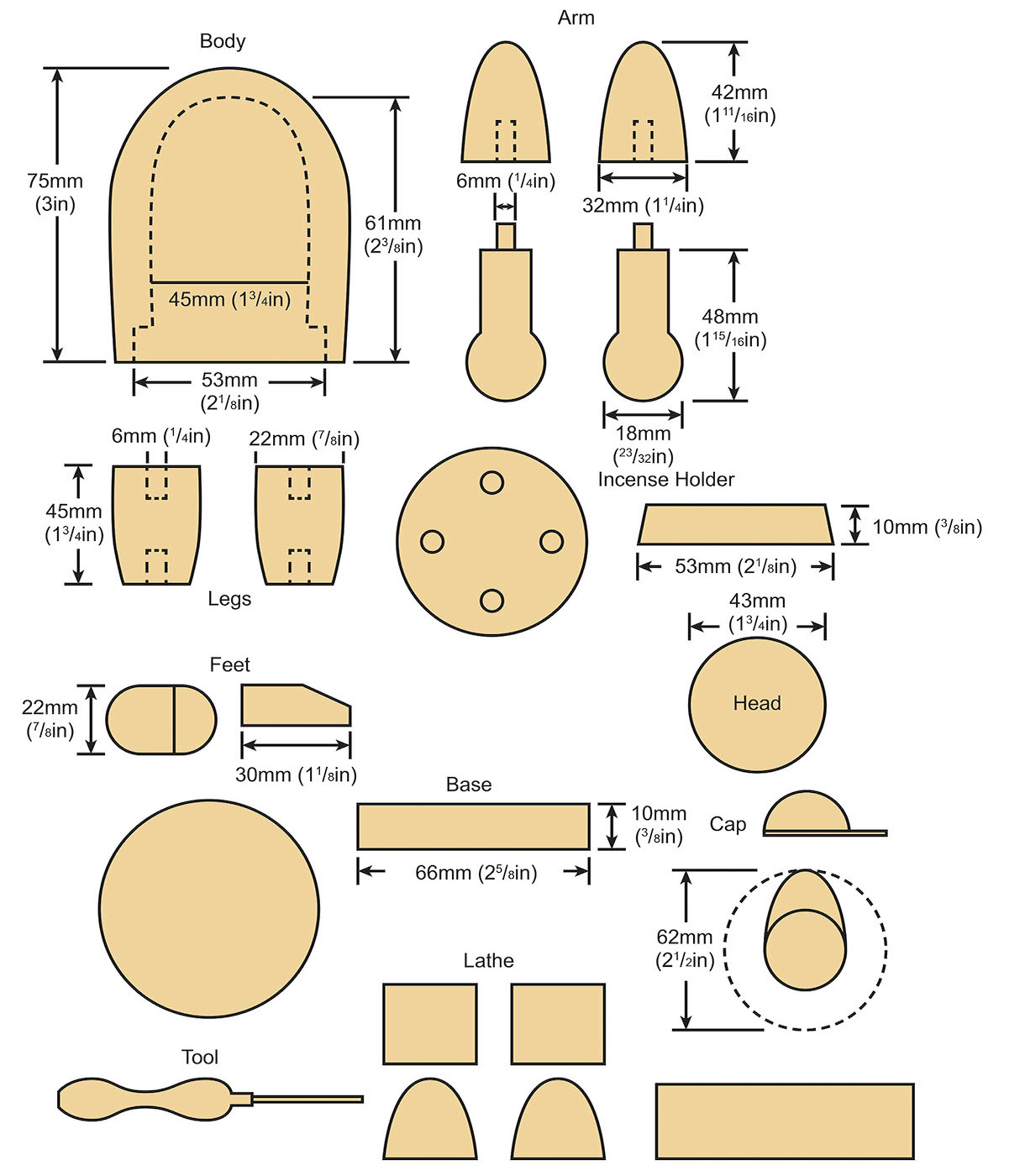
How to resize drawings
To enlarge or reduce the size of drawings right click on the image to download it and then go HERE to watch a video on how to use paper with a grid to do exactly that.
The base

We’re going to use a selection of jaws throughout this project and start with a set of dovetail jaws to hold a piece of 70mm lime (which will end up making the base), incense burner and hat. Rough the piece to a cylinder, then holding in the chuck, use a skew chisel to clean up the exposed face of end grain. This is a good point to sand the face and edge of the base ready for parting off, use grits 150, 240, 400 on all the parts to be painted.
Remember, the face of the base will be facing upwards, so take your time with this area. Now you’re ready to part off using a narrow parting tool. Once the base has been parted, sand the rough face on a disc sander to tidy it up.


Next, add a couple of 6mm holes to the feet which will help attach the legs to the figure.

Arms and legs
Before turning the arms and legs, a little preparation is required. The legs need a 6mm hole drilled to both ends at a depth of 10mm, and the arms the same size holes to just one end. These holes are used to connect to the feet, body and arms

We continue with the legs, which are a very simple turning and a simple taper toward the foot. Make sure that each of the ends are cleaned up for a clean join when the piece is put together. Because of the holes at either end of this blank, use a light pull drive to drive the blank and a single pointed live tailstock centre.
Make sure that when you make the second leg you take the measurement from the first, then sand them both.
Finishing the body

Rough down the main body piece to a cylinder before holding it in our set of dovetail jaws. The exact dimensions and shapes of the pieces are on the line drawing, but now in the dovetail jaws we need to hollow the body out leaving a ridge 12mm up for the body to sit over the incense holder.
Do this with a 6mm bowl gouge cutting from centre outward. To drive the hollowed out body, turn a drive dog from a piece of scrap wood and give it a slight taper, this taper gives a tight fit and means at later stages of shaping we can take the tailstock away to clean this area up and sand without interference.



This is a piece of lime turned to fit the inside of the body up to the ridge we spoke about in step 6. This fit needs to be good but not tight as you will need to light the incense cone then put the figure together and you don’t want to be forcing the two parts together.
I’ve drawn a line straight through the centre of the holder and then drilled four 6mm holes, two for the legs to fit in 28mm between centres and two more in the opposite quarters as flue holes to allow good air flow for the smoke.

Turning and fitting the limbs


Firstly, on the body in opposite positions, sand two flats to take the arms. Then in between them, sand another flat to take the head and positioned slightly higher up the body.

In the same way, sand a flat on the arms to position the arms onto the body. You can alter the angles here to suit the gesture you want your smokers to stand at.

You can see here that I have a bit of waste at both ends of the head which can be easily sanded away when finished and another reason for using lime as it works so well.

Before gluing anything together, we need to drill another couple of holes this time to allow the smoke from the incense to come through.
Firstly, the main hole in the body, which is 10mm at a downward angle. Then the second 6mm hole in the head – this needs to be done with a sharp lip and spur bit to avoid breakout. To make sure the holes line up, I position the head over the body and eyeball with the drill in position before taking down and placing on the bench to actually drill.

Making the accessories

I’m using a set of internal step jaws here to hold a piece of 20mm dowel. Start by turning the ball of the hand, then turning down the wrist section, before creating a 6mm tenon that will end up slotting into the hole in the arm.


I start by facing off the front of the blank to a good finish before making a hollow to fit over the head which I keep offering into the hole until it fits perfectly. Then once the underside of the cap is complete, we can look to shape the top. You have to leave enough peak to shape on the sander later. Don’t forget to sand before parting off with a skew chisel.


Painting
I always paint the arms and body after gluing, but before the head is attached, which saves me having to mask anything off. I’m using an airbrush to do most of the painting, however, there are small areas, like the turning tool, that are done with a paint brush. This picture shows the airbrush being used to do the main body colour of the smock.
The great thing with airbrush paints and how they’re applied is that they dry instantly so there’s no waiting between coats or colours.

To add a bit more detail here, I’m adding the ‘soul’, by putting the eyes in with a permanent marker, then airbrushing the red cheeks on before adding the turned nose on a 3mm spigot.

Make sure that you peel away or burn off any silicone used to create a seal on the cap before installing it onto the figure. I drill these caps and screw them on instead of gluing for safety reasons as this cap will be in touch with the smouldering cone.

Here you can see that I’ve used a rotary tool to give a slight recess to the hand allowing the turning tool to be glued to it more securely.

I then give the whole figure a couple of coats of satin lacquer to lift the finish. As you can see from the main finished picture, I’ve included a small lathe hanging around the neck which is a bit of artistic license on my behalf so please don’t email me asking where you can get them from.

Incense cones
I’m an avid collector of these lovely figures, and pictured here are a selection of incense cones I use. These are especially designed for these types of burners, and are easily available over the internet.
Well, there we are. Just like before and last year when we made the nutcrackers, I hope you think about the recipient when making these figures and build a bit of their character into them.

2 responses
What a wonderful tutorial. Great photos and all the steps laid out. Skillfully created. Love it.
Many thanks for taking the time to put this together.
Excelente, gracias por vompartirlo